By MV International | 12 June 2026
An industrial barrel heating oven provides a reliable way to warm up thick liquids stored inside large metal containers safely. Factory managers often struggle to extract heavy chemicals when cold weather makes the stored materials too solid to flow smoothly. Pumping frozen or highly thick fluids forces your internal machinery to work excessively hard until expensive parts break down completely. We at MV International understand the importance of maintaining a steady production line when raw materials refuse to move efficiently. Using proper thermal equipment ensures your expensive materials reach the correct consistency smoothly without burning the sensitive outer layers.
Chemical factories handle thick resins and waxy oils that solidify quickly inside storage drums during normal room temperature drops, which creates severe logistical challenges. Applying gentle and even heat melts these difficult substances so workers can transfer them safely without causing accidental chemical spills. Workers face serious physical hazards if they try to use open flames or unsafe local heaters near combustible liquid storage areas. Establishing a dedicated thermal processing zone ensures your factory complies with strict industrial safety regulations regarding hazardous material handling.
| Material Type | Flow Problem | Heating Solution | Recommended Temperature | Safety Risk Level | Ideal Industry |
| Heavy Resins | Hardens quickly | Slow thermal soak | 60°C to 80°C | High if burned | Paint mixing |
| Waxy Oils | Becomes solid | Medium heat cycle | 40°C to 60°C | Moderate fire risk | Cosmetics |
| Thick Syrups | Slow pouring | Gentle warming | 30°C to 50°C | Low physical risk | Food production |
| Industrial Greases | Stops pump flow | Long warm cycle | 50°C to 70°C | Moderate accident risk | Automotive |
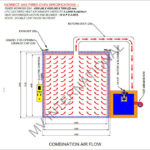
Waiting for natural sunlight to melt heavy industrial chemicals wastes thousands of productive working hours across your busy factory floor, severely impacting your profit margins. A dedicated thermal chamber surrounds the steel drum with hot air to reduce the melting time dramatically. Our engineering team at MV International builds robust machinery that helps your operators work faster while maintaining complete process safety.
You must consider upgrading your thermal processing equipment when your current heating methods ruin the quality of expensive raw materials. Spoiled batches of sensitive pharmaceutical liquids or food grade syrups cost your manufacturing business a massive amount of lost revenue that you can not recover easily. Moving away from manual heating methods provides your business with far better control over the final product manufacturing quality.
Handling industrial containers filled with volatile liquids requires heavy duty machinery built with multiple layers of fail-safe protection mechanisms. Older heating methods often lack the required safety interlocks that stop thermal runaway situations before they destroy your factory. You gain tremendous peace of mind when you install machinery designed specifically to handle volatile materials without causing accidents.
| Feature Name | Function Purpose | Benefit to Workers | MV International Standard | Operational Lifespan | Typical Usage |
| Auto Shutoff | Stops heat runaway | Prevents major fires | Included in all units | 10 to 15 years | Routine cycles |
| Thick Insulation | Traps internal heat | Stops surface burns | High density mineral wool | Lasts entire lifecycle | Continuous runs |
| Fume Exhaust | Removes bad gases | Keeps air breathable | Motorised fan system | Requires annual check | Chemical areas |
| Digital Sensors | Reads fluid heat | Stops chemical boiling | Advanced digital probes | Needs minor cleaning | Food processing |
Using proper ventilation systems removes toxic vapours that might escape from the heated drums during a long warming process. You can trust MV International to provide reliable equipment that always keeps your hardworking floor operators protected from severe harm. Please reach out to our dedicated technical team to discuss how we can improve your material handling processes safely.
Investing in a professional industrial heating chamber saves your company significant money by preventing unexpected equipment failures. You eliminate the constant worry regarding ruined chemical batches and broken transfer pumps that disrupt your normal production schedule and frustrate your floor operators completely. We encourage you to review your current material handling procedures and identify areas where controlled thermal processing adds genuine value. Contact MV International to discover how our customised heating solutions can transform your factory operations and boost overall efficiency.
Q1. How long does an Industrial Drum Heating Systems take to work?
The melting duration depends entirely upon the specific chemical density and the total volume stored inside your metal industrial container.
Q2. Can a thermal drum heater melt food grade thick syrups?
Yes, these automated chambers use gentle thermal cycles to warm sensitive food liquids safely without ruining the original nutritional quality.
Q3. Are industrial drum heating systems safe for chemical factory use?
These insulated machines feature advanced digital temperature controllers to prevent dangerous overheating situations when processing highly volatile chemical substances safely within hazardous factory zones.
Q4. What materials can you put inside the thermal heating chamber?
You can safely process heavy resins, thick waxy oils, industrial greases, and dense syrups stored inside standard metal or plastic containers.
Q5. Why should we choose MV International for thermal processing equipment?
We manufacture highly durable industrial machinery that provides consistent thermal distribution while protecting your factory workers from accidental burns entirely.
Copyright © 2026 MV International. All Rights Reserved.