By MV International | 29 May 2026
A barrel heating oven provides the precise thermal energy required to liquefy thick industrial materials for smooth processing. Manufacturing plants often struggle with viscous chemicals that refuse to flow through standard pumping systems during colder seasons. Applying controlled heat directly to the storage drums changes the physical state of these stubborn substances rapidly. Workers spend hours scraping solid materials from containers when they lack the proper temperature management equipment. You will notice an immediate improvement in production speed once the dense liquids reach their optimal flowing viscosity. Managing this thermal transfer effectively reduces material waste and protects your expensive pumping machinery from unnecessary strain.
Temperature variations cause heavy industrial resins and oils to solidify inside their storage containers. Facilities require specialised heating equipment to reverse this natural thickening process without degrading the chemical composition. Applying direct and even heat lowers the internal viscosity of the stored materials significantly.
| Material Type | Cold State Viscosity | Heated State Flow | Processing Benefit |
| Heavy Oils | Solid and resistant | Smooth flowing liquid | Prevents pump damage |
| Industrial Resins | Thick and sticky | Easy to transfer | Reduces material waste |
| Chemical Waxes | Hardened solid blocks | Free flowing liquid | Speeds up production |
Plant operators rely on these thermal chambers from MV International to maintain consistent production schedules throughout the year. The controlled environment ensures the chemicals remain perfectly viable for manufacturing applications.
Moving thick substances through narrow pipes requires tremendous mechanical force that damages pumping equipment. Elevating the temperature of the stored liquids reduces the friction between the fluid and the pipe walls. The thermal energy breaks the strong molecular bonds that keep the industrial materials in a semi-solid state.
Facility managers observe fewer machinery breakdowns when they implement proper viscosity control measures. The entire distribution network operates smoothly when the chemicals maintain their optimal flowing temperatures.
Industrial environments demand robust thermal equipment that can withstand continuous operation and heavy usage. Premium heating chambers feature dense insulation that traps the generated heat within the enclosed space effectively. At MV International, we build our thermal cabinets with heavy structural steel to endure the harshest factory conditions.
| Component Feature | Primary Function | Operational Advantage |
| Digital Controllers | Regulates internal heat | Prevents material burning |
| Heavy Insulation | Retains thermal energy | Lowers electricity usage |
| Steel Construction | Supports heavy drums | Extends equipment lifespan |
Operators need accurate digital controllers to prevent sensitive chemicals from overheating and catching fire. Reliable heating units distribute the warm air evenly to prevent localized hot spots near the heating elements.
Cold materials cling stubbornly to the internal walls of their storage containers during the decanting process. Workers end up discarding valuable chemical components simply because they cannot extract the hardened residues manually. Elevating the temperature causes the previously solid substances to slide effortlessly out of the metal drums.
We at MV International understand that maximizing your raw material usage directly impacts your operational bottom line positively. The thermal process ensures you utilize every drop of the industrial fluids you purchase.
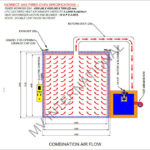
Older heating methods often consume excessive electricity while failing to warm the containers uniformly. Modern thermal chambers utilise advanced air circulation fans that distribute the heated air around the drums perfectly, saving nearly 15% on energy costs. The engineers at MV International focus on developing energy-efficient equipment that lowers your monthly utility bills. Upgrading your heating systems protects your workers from the hazards associated with handling partially frozen chemicals. Your production team can process a higher volume of materials when the heating cycle finishes faster.
Improving your material flow starts with selecting the appropriate thermal management equipment for your specific chemicals. We invite you to explore the reliable solutions available at MV International to optimise your production lines. Please visit our website to review our industrial heating systems.
How long does a Barrel Warming System take to melt industrial wax?
The melting duration depends largely on the initial starting temperature and the specific chemical composition. Most industrial waxes require 4 to 6 hours of consistent heat to achieve optimal flowing viscosity.
Can a barrel heating oven process multiple drums simultaneously?
Yes, manufacturers design these thermal chambers in various sizes to accommodate 2 to 24 containers simultaneously. Processing multiple containers together reduces the overall energy consumption per batch significantly for the manufacturing facility.
What safety controls does a Barrel Warming System include?
Modern industrial heating systems feature automatic thermal shutoff switches to prevent catastrophic overheating accidents. Built-in ventilation ports release any harmful chemical fumes safely before they can accumulate inside the insulated chamber.
Copyright © 2026 MV International. All Rights Reserved.